")
")

Oberflächen auf Schäden prüfen, auch im heißen Zustand
EMAT findet selbst kleine Löcher in der Oberfläche,
auch an nicht direkt zugänglichen Stellen
Industrielle Anwendungsmöglichkeiten
Prüfung gewalzter, gezogener sowie kalt oder warm umgeformter Teile, bei denen es auf die Oberflächenqualität ankommt
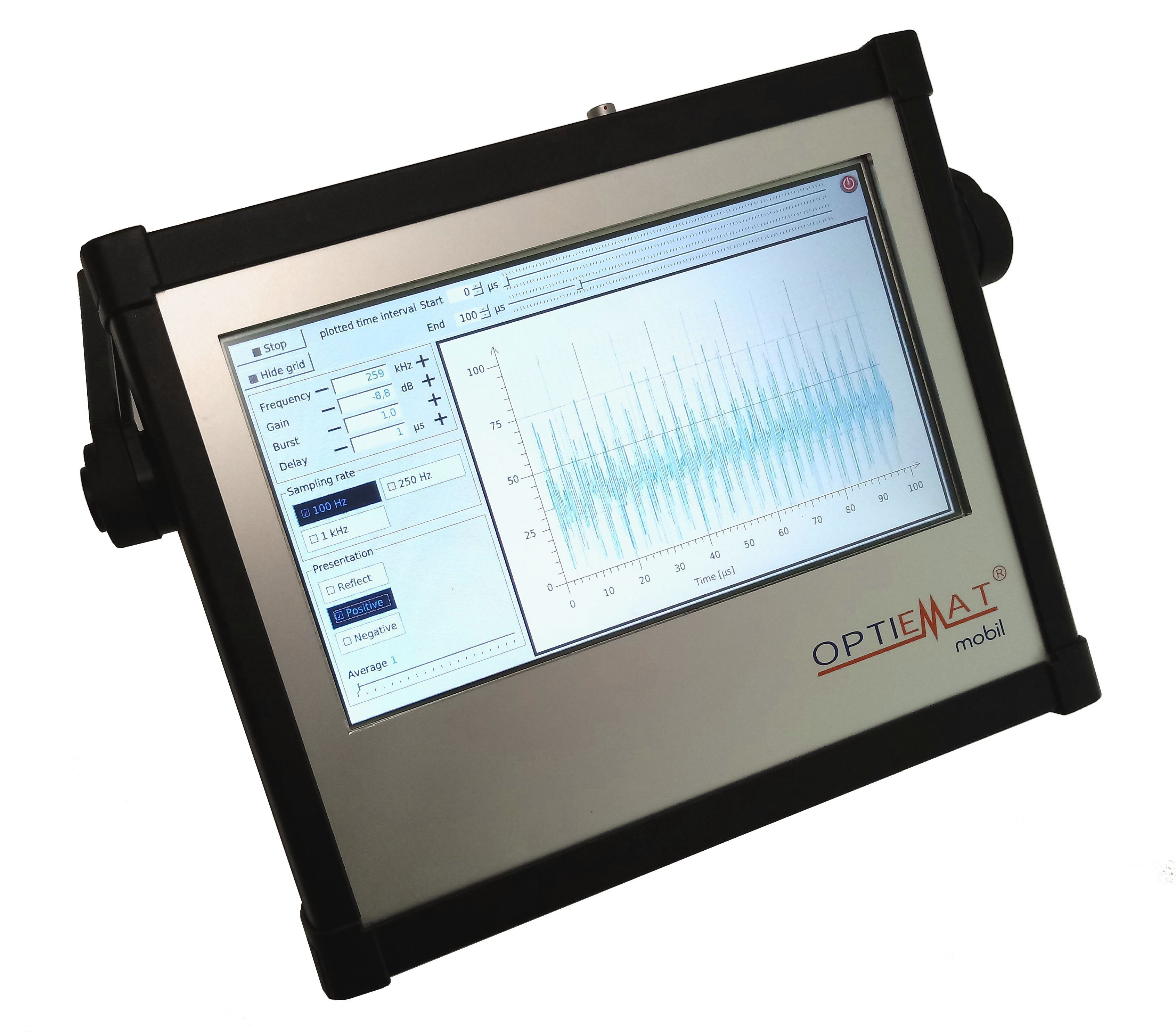
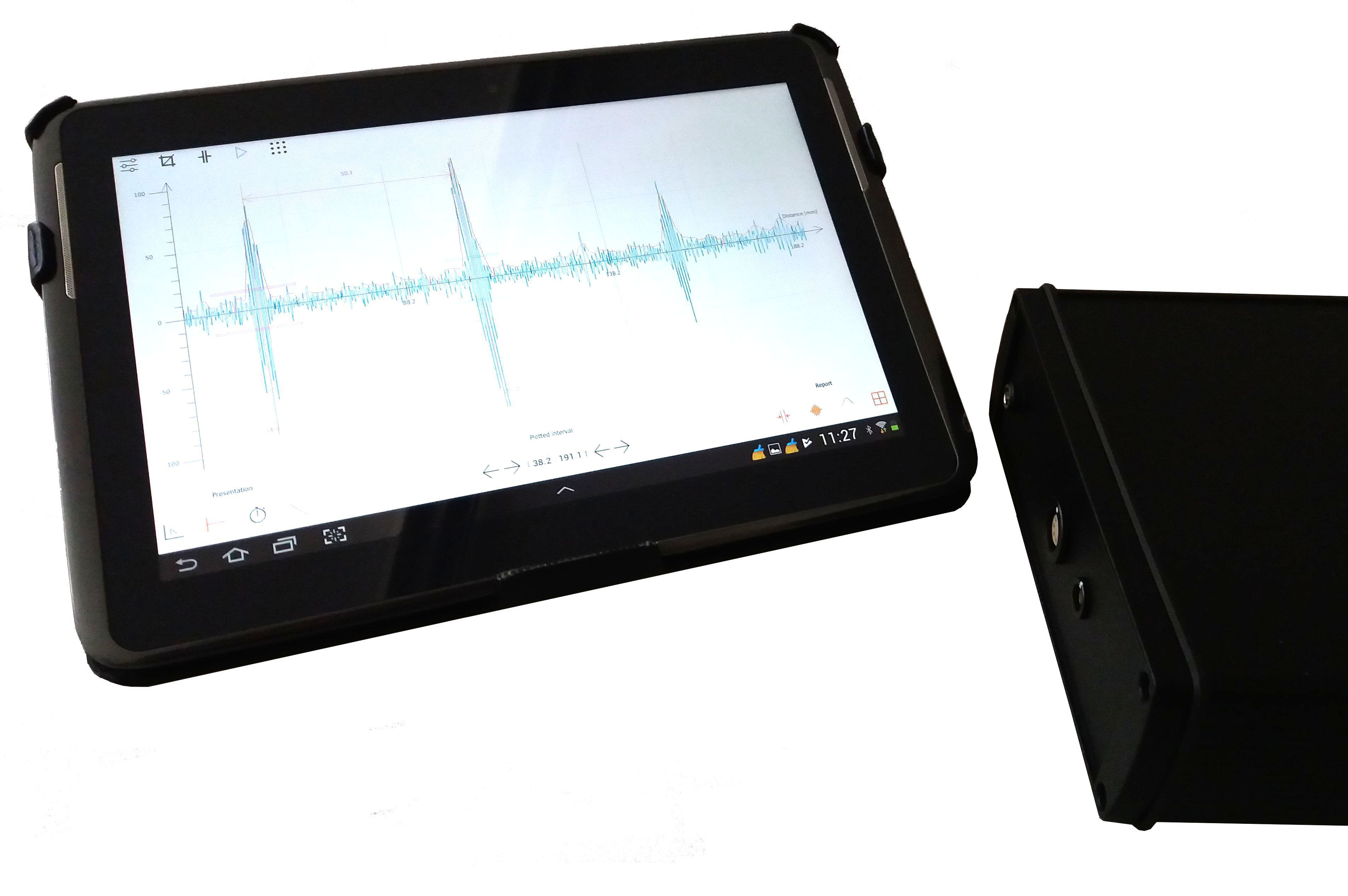
Passende Prüfgeräte für die Oberflächenprüfung mit EMAT-Ultraschall
 |
 |
 |
 |
| |
|
Funktionsweise und Eigenschaften
EMAT-Ultraschall kann in elektrisch leitendem Material (Stahl, Aluminium, Kupfer, Nickel, ...) ohne Koppelmittel Fehler in der Oberfläche finden. Das zu prüfende Material muss nicht befeuchtet und nach dem Prüfvorgang wieder getrocknet werden. Temperaturen über oder unterhalb der Gefrier oder Siedetemperatur der Koppelflüssigkeit spielen keine Rolle.
EMAT-Oberflächenwellen sind sehr empfindlich gegenüber Oberflächenfehlern und anderen Ereignissen in der Oberfläche. Die Wellen können einer gekrümmten Oberfläche folgen, d.h. mann kann damit auch Rohre und Stäbe und anderen von einer Platte abweichenden Geometrie von einer Stelle aus oder an einer Linie entlang prüfen.
Gefunden werden Fehler im Größenbereich von 1/10 der Wellenlänge und in einer Entfernung vom Sensor von 10 bis 1.500mm.
Die Eindringtiefe in das Material ist von der Prüffrequenz abhängig und beträgt die Hälfte der Wellenlänge (0,5mm bis max. 12mm), wobei gilt, dass mit hoher Frequenz und geringerer Eindringtiefe kleinere Ereignisse erkannt werden können als mit tiefen Frequenzen. Die Ausbreitungsrichtung der Schallwellen im Material ist stets parallel zur Eintrittswand.
Folgendes Bild zeigt das Prinzip, wie die Echosignale zu interpretieren sind:
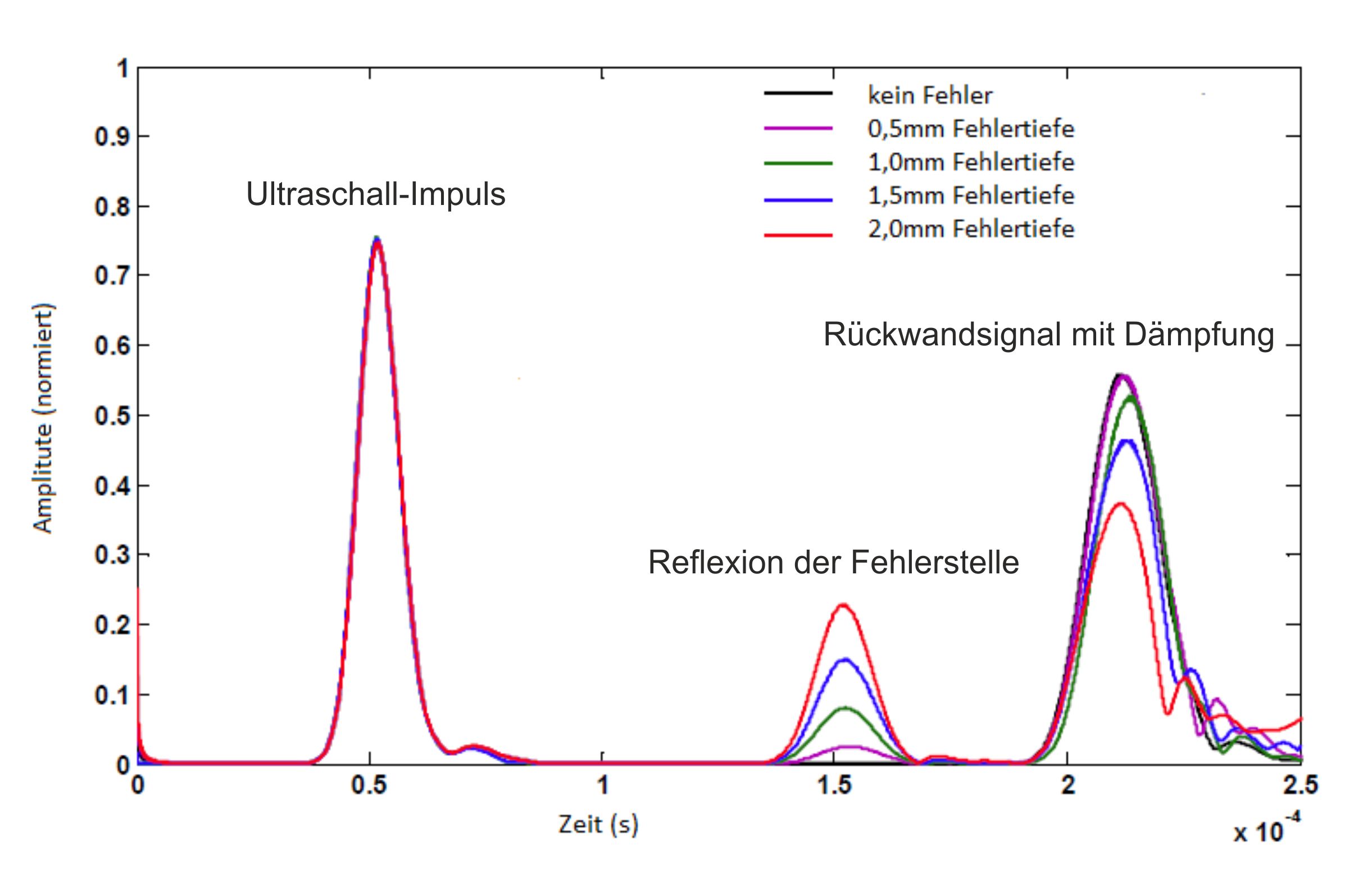
Man kann je nach Fehlerstärke unterschiedliche starke Reflexionen vom Fehler selbst und / oder die Dämpfung des Rückwandsignals (reflektiert von den Grenzen des Prüfteils oder bei Rohren der Umlauf) zur Auswertung und somit zur Positionierung der Blende heranziehen.